3D Scanning and 3D Printing: A Complete Guide to the Technologies Reshaping Our World
From replacing a broken vintage car part to printing a patient-specific surgical implant, the combination of 3D scanning and 3D printing has quietly become one of the most transformative technological pairings of our time. Together, they form a complete digital-to-physical pipeline — one that is democratizing manufacturing, accelerating design, and unlocking possibilities that were unimaginable just a decade ago.
This guide explores both technologies in depth: how they work, the different types and methods available, their real-world applications, and where the field is heading.
Part One: 3D Scanning — Capturing the Physical World in Digital Form
What Is 3D Scanning?
A 3D scanner is a device that analyzes a physical object or environment and collects data about its shape, and sometimes its color and texture, to construct a digital three-dimensional model. The result is typically a “point cloud” — a dense collection of data points in 3D space — which is then processed into a mesh or a solid CAD (Computer-Aided Design) model.

Think of it as photography, but instead of capturing a flat 2D image of light, a 3D scanner captures depth. You end up with a digital twin of the real object that can be measured, modified, simulated, and ultimately reproduced.
How 3D Scanning Works
There are several fundamentally different approaches to 3D scanning, each using different physics to measure the geometry of an object.
Structured Light Scanning
This is one of the most popular and accurate methods for mid-range objects. The scanner projects a series of known light patterns — often grids or fringes — onto the object. A camera then records how these patterns deform as they drape over the surface’s curves and contours. By analyzing the distortion in the projected pattern, the scanner’s software can precisely calculate the depth of each point on the surface.
Structured light scanners can capture millions of data points in a few seconds and achieve accuracies of 0.05mm or better. They are widely used in industrial inspection, dental scanning, and reverse engineering. Their main limitation is that they struggle with shiny, dark, or highly reflective surfaces.
Laser Triangulation Scanning
Laser scanners work on the principle of triangulation. A laser line or point is projected onto the object, and a sensor (usually a camera or CCD array) observes it from a known angle. Because the sensor knows the angle between itself and the laser emitter, and can detect exactly where the laser dot falls on the sensor, it can calculate the distance to that point using basic trigonometry.
As the scanner or the object moves, the laser sweeps across the entire surface, building up a complete 3D dataset. Handheld laser scanners, like those made by Artec or FARO, allow technicians to walk around large objects — vehicles, machinery, even buildings — and scan them in minutes.
Time-of-Flight (ToF) Scanning
Time-of-flight scanners emit laser pulses and measure how long each pulse takes to bounce back from the surface. Since light travels at a known speed, this time measurement translates directly into a distance. ToF scanners excel at capturing large-scale environments: warehouses, construction sites, archaeological dig sites, and entire building interiors. Industrial-grade ToF scanners, often called LiDAR (Light Detection and Ranging) units, can capture environments spanning hundreds of meters with centimeter-level accuracy.
LiDAR is also the technology embedded in modern smartphones (starting with the iPhone 12 Pro) and in the sensors that enable autonomous vehicles to “see” the world around them.
Photogrammetry
Photogrammetry is technically not a scanner in the traditional sense — it uses a standard camera and mathematics. The process involves taking dozens or hundreds of overlapping photographs of an object from different angles. Specialized software then identifies common features across multiple images and uses their pixel positions across photos to calculate the precise 3D coordinates of each feature point, triangulating depth the same way human eyes do with binocular vision.
The results can be remarkably detailed and photo-realistic. Photogrammetry is heavily used in film and game production for capturing real-world locations and actors, in archaeology for documenting artifacts, and by drone operators for mapping terrain. The main drawback is processing time — generating a model from thousands of images can take hours on standard hardware.
CT Scanning (Computed Tomography)
Industrial CT scanners are the most powerful — and most expensive — 3D scanning tools available. They work like medical CT scanners, using X-rays to capture thousands of cross-sectional “slices” through an object, which are then reconstructed into a full 3D model. Unlike surface scanners, CT captures the internal geometry of objects as well: internal channels, hidden voids, embedded components. This makes it invaluable for inspecting complex manufactured parts, electronics, or biological specimens without destroying them.
The Output: Point Clouds, Meshes, and CAD Models
Raw scan data is almost always a point cloud — a set of millions of (X, Y, Z) coordinates representing surface positions. This data is then processed by software (such as Geomagic, Meshmixer, or ReCap) into a polygon mesh, typically consisting of triangles. For engineering applications, the mesh is often further converted into a parametric NURBS surface or solid CAD body using a process called reverse engineering.
The quality of the final model depends heavily on post-processing skills. Holes in the scan caused by occlusion, noise from surface reflectivity, and misalignment between multiple scan passes all need to be addressed before the model is usable.
Part Two: 3D Printing — Building the Physical World from Digital Data
What Is 3D Printing?
3D printing, formally known as additive manufacturing, is a family of processes that create physical objects by depositing, curing, or fusing material layer by layer, guided by a digital 3D model. Unlike subtractive manufacturing (which cuts material away from a block) or formative manufacturing (which shapes material through molds and dies), additive manufacturing builds objects up from nothing — which means no material waste for complex shapes and no need for molds or tooling.
The concept dates to the 1980s when Chuck Hull patented stereolithography, but it has exploded in capability, material range, and accessibility since the 2000s, particularly after key patents expired around 2009–2012.
How 3D Printing Works: The Process
Regardless of the technology used, 3D printing follows a universal workflow. It starts with a digital 3D model (created in CAD software or obtained via 3D scanning). The model is imported into slicing software, which mathematically slices the model into hundreds or thousands of horizontal layers and generates the toolpath instructions the printer will follow. These instructions — called G-code — are sent to the printer, which then builds the object one layer at a time from the bottom up.
The Major 3D Printing Technologies
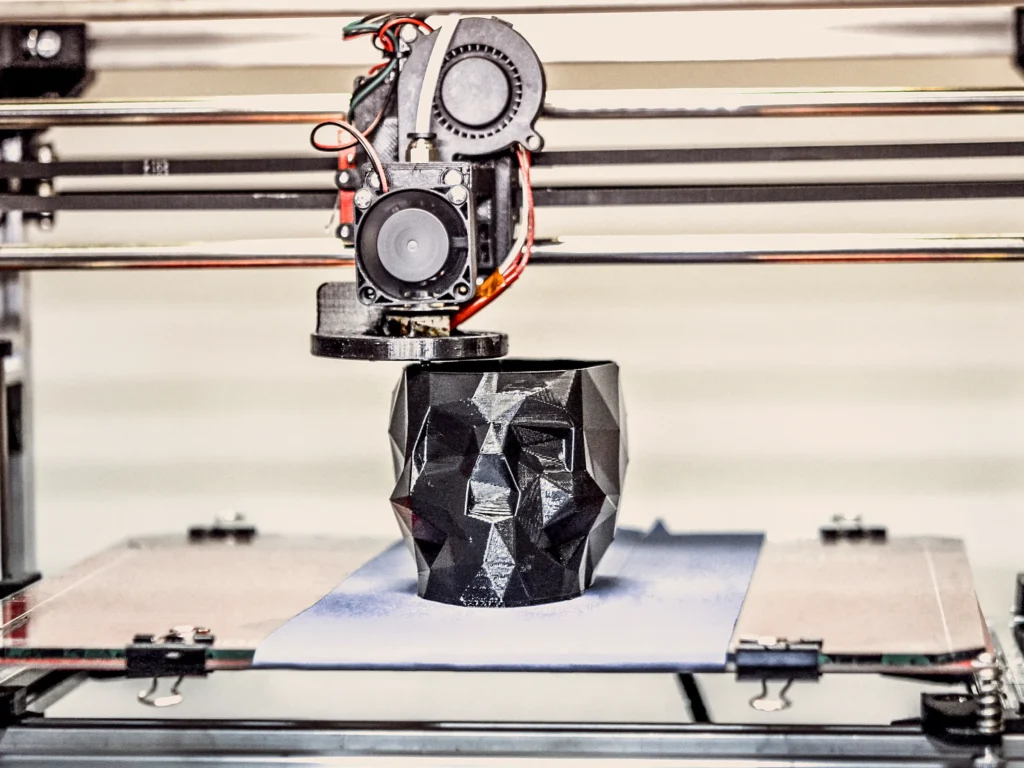
Fused Deposition Modeling (FDM)
FDM is by far the most widely used technology, especially at the consumer level. A spool of plastic filament is fed into a heated nozzle, melted, and extruded in precise patterns to form each layer. Once a layer is deposited, the build platform drops slightly (or the nozzle rises), and the next layer is applied on top. Each layer fuses with the one below, and over time, the object takes shape.
FDM printers can use a wide range of thermoplastic materials including PLA, ABS, PETG, nylon, and even composites filled with carbon fiber, wood, or metal particles. Entry-level FDM printers now cost under $200, making them the gateway technology for hobbyists, educators, and small businesses. The trade-off is that FDM prints have visible layer lines, limited resolution compared to other methods, and anisotropic strength (weaker in the Z-axis than along layers).
Stereolithography (SLA) and Digital Light Processing (DLP)
SLA printers use an ultraviolet laser to cure a photosensitive liquid resin layer by layer. DLP works similarly but uses a digital projector to cure an entire layer at once, making it significantly faster. Both produce extremely smooth surface finishes and fine details — far superior to FDM — and are popular for dental models, jewelry masters, miniatures, and engineering prototypes where appearance and precision matter.
The drawbacks include higher material costs, the need to wash and post-cure prints, and the fact that resin materials are generally more brittle than engineering thermoplastics.
Selective Laser Sintering (SLS)
SLS printers use a high-powered laser to fuse powdered material — typically nylon, TPU, or glass-filled polymers — layer by layer. A roller spreads a fresh layer of powder across the build area after each pass, and the unfused powder surrounding the part acts as its own support structure, eliminating the need for support structures entirely. This allows for highly complex geometries, interlocking parts, and nested assemblies printed in a single build.
SLS is one of the dominant technologies in industrial additive manufacturing. Parts are strong, functional, and can rival injection-molded components in many applications. The machines are expensive (typically $15,000–$500,000+) and require post-processing to remove excess powder, but they are workhorses in aerospace, automotive, consumer goods, and medical device manufacturing.
Direct Metal Laser Sintering (DMLS) and Selective Laser Melting (SLM)
These technologies apply the same laser-powder principle of SLS to metal powders — stainless steel, titanium, aluminum, Inconel, cobalt-chrome, and more. The laser fully melts the metal powder (in SLM) or sinters it at high temperature (in DMLS), creating dense, fully functional metal parts with mechanical properties comparable to, and sometimes exceeding, cast or machined equivalents.
Metal 3D printing has revolutionized aerospace (GE Aviation’s 3D-printed fuel nozzles reduced part count from 20 pieces to one), medical implants (custom titanium orthopedic implants), and tooling. Parts with internal cooling channels or lattice structures that would be impossible to machine can be produced routinely.
Multi Jet Fusion (MJF)
Developed by HP, MJF jets a binding agent and a detailing agent onto a powder bed, then uses an infrared lamp to fuse the material. It produces parts with excellent mechanical properties, fine resolution, and fast build speeds. MJF has become a leading choice for functional end-use parts, particularly in the industrial and consumer product sectors.
Binder Jetting
Binder jetting printers spray a liquid adhesive onto layers of powder (metal, sand, ceramic, or full-color gypsum) to bind particles together. Metal binder jet parts are subsequently sintered in a furnace to achieve final density. Sand binder jetting is used extensively in foundries for printing sand molds and cores for casting. Full-color gypsum binder jetting can produce multicolor models from scan data — a powerful combination for visual prototypes and medical models.
Material Jetting (PolyJet)
Material jetting systems, like Stratasys’s PolyJet, jet droplets of photopolymer resin and cure them with UV light in the same manner as an inkjet printer lays down ink. The key advantage is the ability to jet multiple materials in a single build — creating parts with rigid and flexible zones simultaneously, or producing full-color models with thousands of color combinations. These printers are used heavily in product design and prototyping.
Wire Arc Additive Manufacturing (WAAM)
For very large metal parts, WAAM uses a welding arc to melt metal wire and deposit beads of material layer by layer — essentially robotic welding in 3D. The build volumes can be enormous (several meters in some cases), making it practical for aerospace structural components, ship propellers, and large industrial tooling.
Part Three: 3D Scanning and 3D Printing Working Together
The real power of these technologies is unlocked when they are used in tandem. The workflow — scan, process, print — creates a closed loop between the physical and digital worlds.
Reverse Engineering is perhaps the most established use case. When a part is no longer manufactured or has no digital design file, scanning it creates the model needed to reproduce it. This is critical in classic car restoration, aircraft maintenance for legacy fleets, and keeping older industrial machinery operational.
Medical Applications represent one of the most impactful combinations. Scanning a patient’s anatomy — via CT, MRI, or surface scanning — yields patient-specific data that can drive the printing of custom prosthetics, orthotic devices, dental restorations, surgical guides, and anatomical models for pre-surgical planning. A surgeon can hold a physical replica of a patient’s tumor before operating on it.
Quality Inspection and Reverse Verification in manufacturing uses 3D scanning to compare a produced part against its original CAD model, identifying deviations with colored heat maps. When combined with 3D printing, factories can rapidly iterate on designs, print corrected tooling, and maintain tight feedback loops.
Cultural Heritage Preservation pairs photogrammetry or structured light scanning of artifacts, sculptures, and architecture with 3D printing to create replicas for museums, education, or distribution while preserving the originals. The Smithsonian, for example, scans artifacts and offers the files publicly for download and printing.
Film, Gaming, and Animation studios scan actors and physical props to create digital assets, and then print scale models or props derived from those digital assets back into the physical world for marketing, display, and practical use on set.
Part Four: Materials, Resolution, and Limitations
Materials in 3D Printing have expanded dramatically. Today you can print in hundreds of plastics, dozens of metals, ceramics, glass, concrete, silicone, chocolate, biological hydrogels (for bioprinting), and even living cells. Each material family has its own appropriate printing process, post-processing requirements, and performance envelope.
Resolution and Accuracy vary widely. Consumer FDM printers typically achieve layer heights of 0.1–0.3mm. High-end resin and jetting printers can achieve layer heights of 0.025mm (25 microns) or less. Industrial metal systems hit tolerances of ±0.1mm routinely. Meanwhile, 3D scanners range from sub-millimeter accuracy for handheld devices to micron-level precision for industrial CT and structured light systems.
Speed remains a meaningful limitation. A complex polymer part that takes 12 hours to print on an FDM machine might take 20 minutes via SLA — but an injection-molded equivalent could be produced in seconds at volume. For low quantities and complex geometries, 3D printing wins. For high-volume simple parts, traditional manufacturing still dominates.
Surface Finish is another area where additive manufacturing continues to mature. FDM parts often require sanding, priming, or vapor smoothing. Resin parts need washing and curing. Metal parts typically require machining, shot peening, or heat treatment. Getting a print-ready surface finish without post-processing is still largely the domain of high-end jetting systems.
Part Five: The Future Landscape
The trajectory of both technologies points toward greater integration, higher performance, and broader accessibility.
In-situ monitoring and closed-loop printing is emerging where sensors embedded in printers detect defects as they form and either correct them in real time or flag them for inspection — a critical development for aerospace and medical applications where part reliability is non-negotiable.
AI-assisted design and scanning is accelerating. Generative design algorithms, guided by AI, produce organic, optimized structures that only additive manufacturing can build. On the scanning side, AI is dramatically improving point cloud processing, surface reconstruction, and defect detection.
Bioprinting — using living cells as ink to construct tissue scaffolds and ultimately functional organs — is advancing steadily in research labs. While printing a complete transplantable kidney remains years away, bioprinted skin, cartilage, and vascular tissue are already in clinical trials.
Multi-material and electronics integration will blur the line between printing a part and printing a functional device. Printed circuits, sensors, and actuators embedded within structural prints during fabrication could yield products of remarkable complexity from a single manufacturing step.
On-demand distributed manufacturing may be the most disruptive long-term implication: instead of shipping physical goods, companies transmit digital files to be printed at the point of need — a hospital, a ship, a remote construction site, or a person’s home.
Conclusion
3D scanning and 3D printing are no longer exotic, specialized tools. They are maturing into mainstream manufacturing and design capabilities that are reshaping industries from healthcare to aerospace to consumer goods. Understanding how they work — the physics of capturing a surface, the chemistry of curing a resin, the thermodynamics of fusing a metal powder — reveals both their remarkable power and their real-world constraints.
The loop they form together — from physical object, to digital data, back to physical object — is becoming faster, cheaper, and more accurate every year. Whether you are an engineer, a designer, a medical professional, or simply a curious person with access to a consumer 3D printer, you are living through a manufacturing revolution that is still in its early chapters.